Membrane technology is a proven separation method used on the molecular and ionic levels. Since the beginning of the 1970s, this technique has been adapted for the dairy industry.
Definitions
Definitions of some frequently used expressions:
Feed = the solution to be concentrated or fractionated
Flux = the rate of extraction of permeate measured in litres per square metre of membrane surface area per hour (l/m2/h)
Membrane fouling = deposition and accumulation of feed components on the membrane surface and/or within the pores of the membrane; causes an irreversible flux decline during processing
Permeate = the filtrate, the liquid passing through the membrane
Retentate = the concentrate, the retained liquid
Concentration factor = the volume reduction achieved by concentration, i.e. the ratio of initial volume of feed to the final volume of concentrate/retentate
Diafiltration = a design to obtain better purification – water is added to the feed during membrane filtration to wash out the low molecular feed components that will pass through the membranes, often lactose and minerals
Membrane technology
In the dairy industry, membrane technology is principally associated with
- Reverse Osmosis (RO)
– concentration of solutions by removal of water - Nanofiltration (NF)
– concentration of organic components by removal of part of monovalent ions like sodium and chlorine (partial demineralization) - Ultrafiltration (UF)
– concentration of large and macro molecules, for example proteins - Microfiltration (MF)
– removal of bacteria, separation of macro molecules
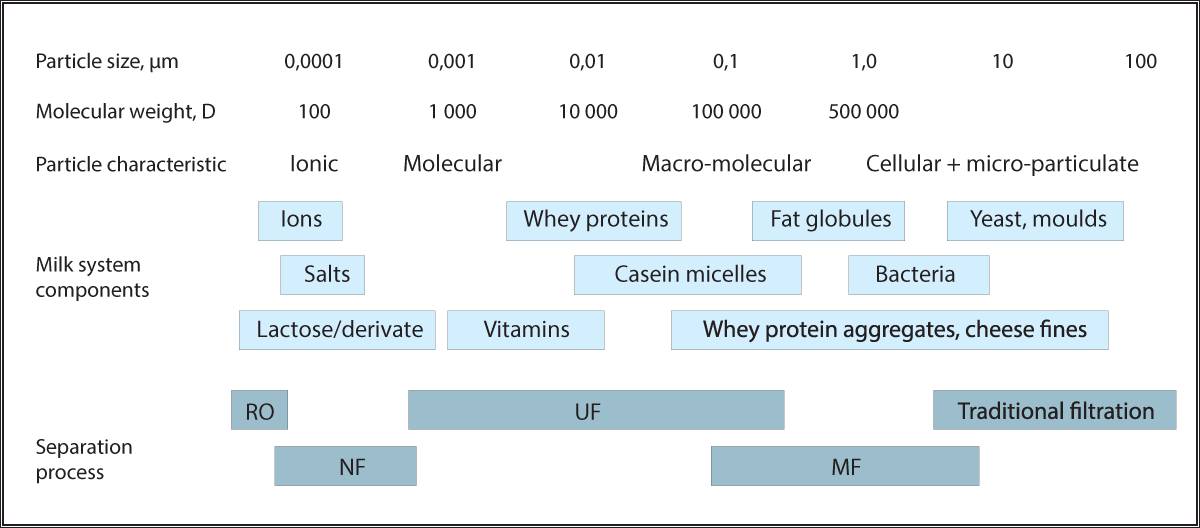
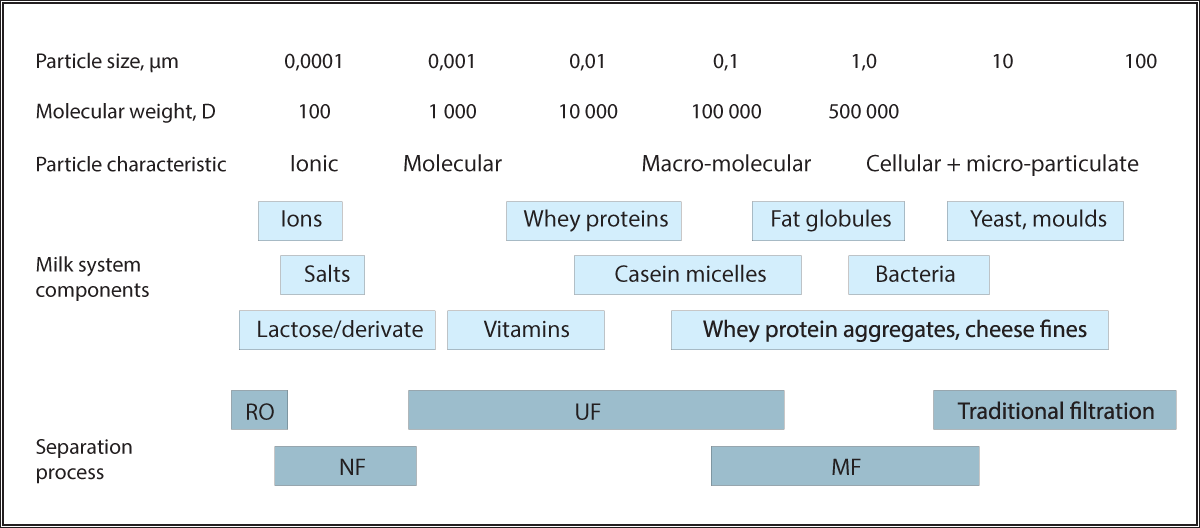
The spectrum of application of membrane separation processes in the dairy industry is shown in Figure 6.4.1.
All the above techniques feature pressure driven membrane filtration processes in which the feed solution is forced through the membrane under pressure. The membranes are categorized by their salt retention (RO and NF) molecular weight cut-off (NF and UF) or nominal pore size (MF).
The cut-off is supposedly the molecular weight of the molecule that has a 90 % rejection by the membrane. Because of various interactions, however, a membrane cannot be selected purely on the basis of its salt retention, molecular weight cut-off or nominal pore size.
It should be mentioned that traditional or conventional filtration is typically used for the separation of suspended particles larger than 10 µm, while membrane filtration separates substances with molecular sizes less than
10 µm. Traditional filtration is performed in a dead-end mode, while membrane filtration is performed in both dead-end and cross-flow modes.
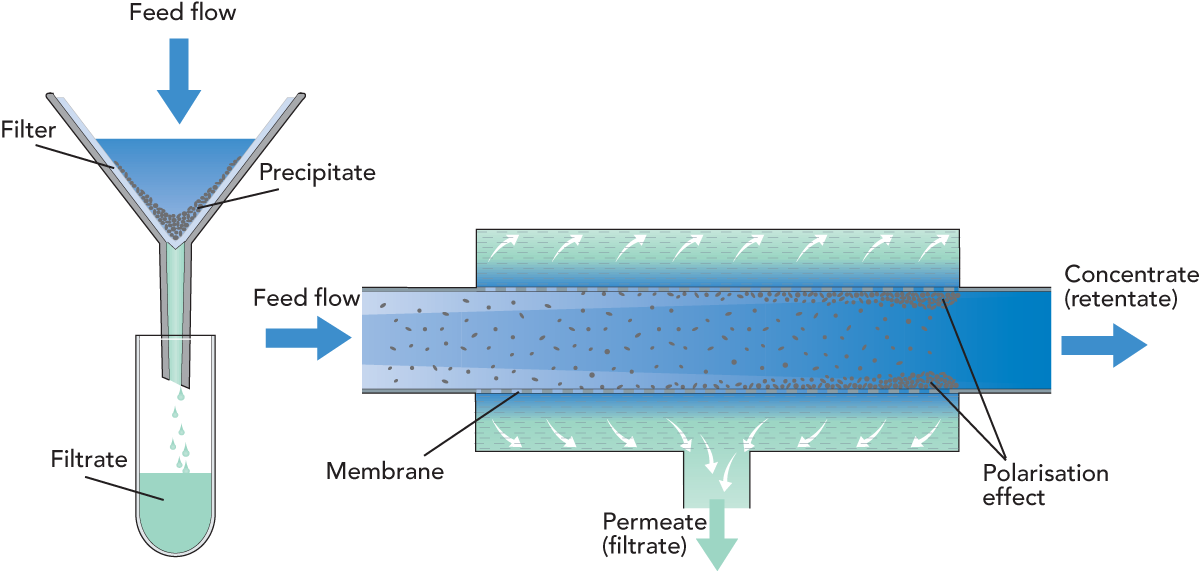
The basic difference between conventional filtration and cross-flow membrane filtration is illustrated in Figure 6.4.2.
Several differences can be noted between conventional and membrane filtration.
- Conventional filters are thick with open structures. Filter material is typically paper. Gravity is the main force affecting particle separation. Pressure may be applied only to accelerate the process. The flow of feed is perpendicular to the filter medium and filtration can be conducted in open systems.
- Membrane filters are thin and of fairly controlled pore size. Nowadays, the filter material is commonly polymers and ceramics and more rarely cellulose acetate.
In membrane filtration, the use of a pressure difference across the membrane, a transmembrane pressure (TMP), is an essential driving force for separation and in cross-flow or tangential membrane filtration, a flow design is followed. The feed solution runs parallel to the membrane surface and the permeate flows perpendicular to the membrane surface. The filtration must be carried out in a closed system.
Spectrum of application of membrane separation processes in the dairy industry.
Basic differences between conventional dead-end filtration and cross-flow membrane filtration.

Principles of membrane separation
The membrane separation techniques utilized in the dairy industry serve different purposes:
RO – used for dehydration of milk, whey, UF permeate and condensate
NF – used when partial desalination of milk, whey, UF permeate or retentate is required
UF – typically used for concentration of milk proteins in milk and whey and for protein standardization of milk intended for cheese, yoghurt and some other products, but it is also used for clarification of fruit- and berry-juices
MF – mostly used for reduction of bacteria in skim milk, whey and brine, but also for defatting whey intended for whey protein concentrate (WPC) and for protein fractionation
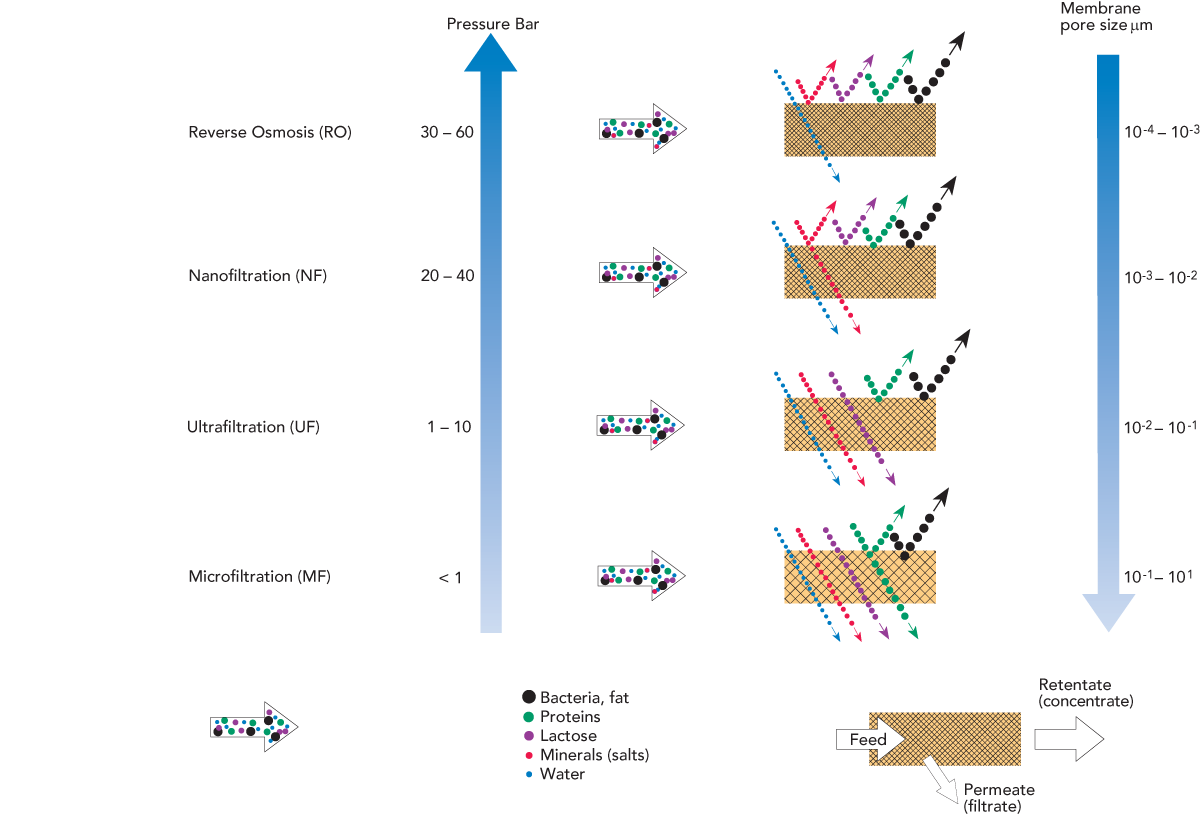
The general flow patterns of the various membrane separation systems are illustrated in Figure 6.4.3.
Principles of membrane filtration.

Filtration modules
The filtration modules used may be of different configurations.
Plate and frame UF
Tubular, ceramic MF, UF
Spiral-wound RO, NF, UF
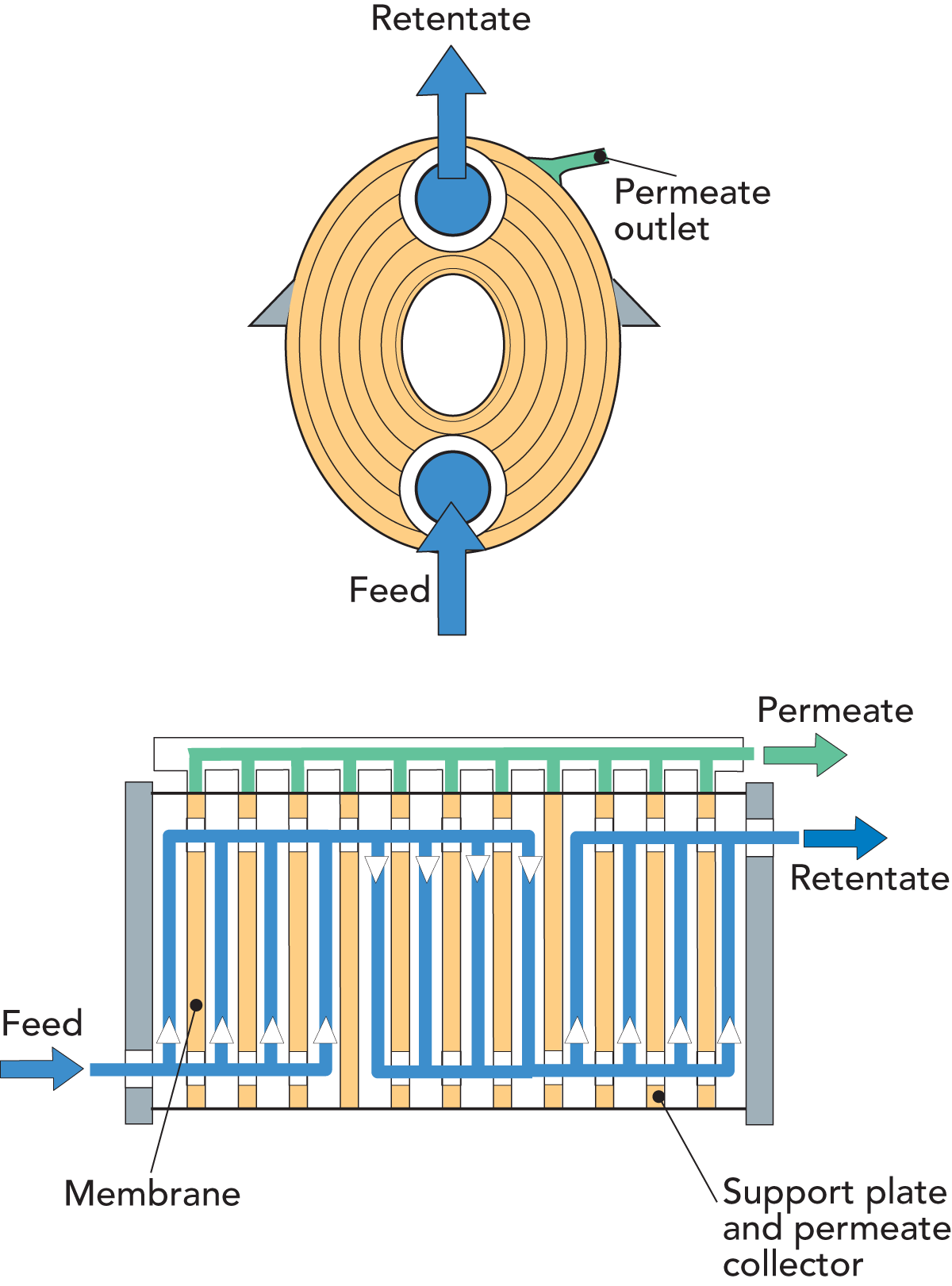
Plate and frame design
These systems consist of membranes sandwiched between membrane support plates, which are arranged in stacks, similar to ordinary plate heat exchangers. The feed material is forced through very narrow channels that may be configured for parallel flow or as a combination of parallel and serial channels. A typical design is shown in Figure 6.4.4.
A module is usually divided into sections, and in each of these the flow between pairs of membranes is in parallel. The sections are separated by a special membrane support plate in which one hole is closed with a stop disc to reverse the direction of flow, resulting in serial flow between successive sections. Modules are available in various sizes. Membrane material: typical polymers.
Example of a plate and frame system (DDS) for UF.

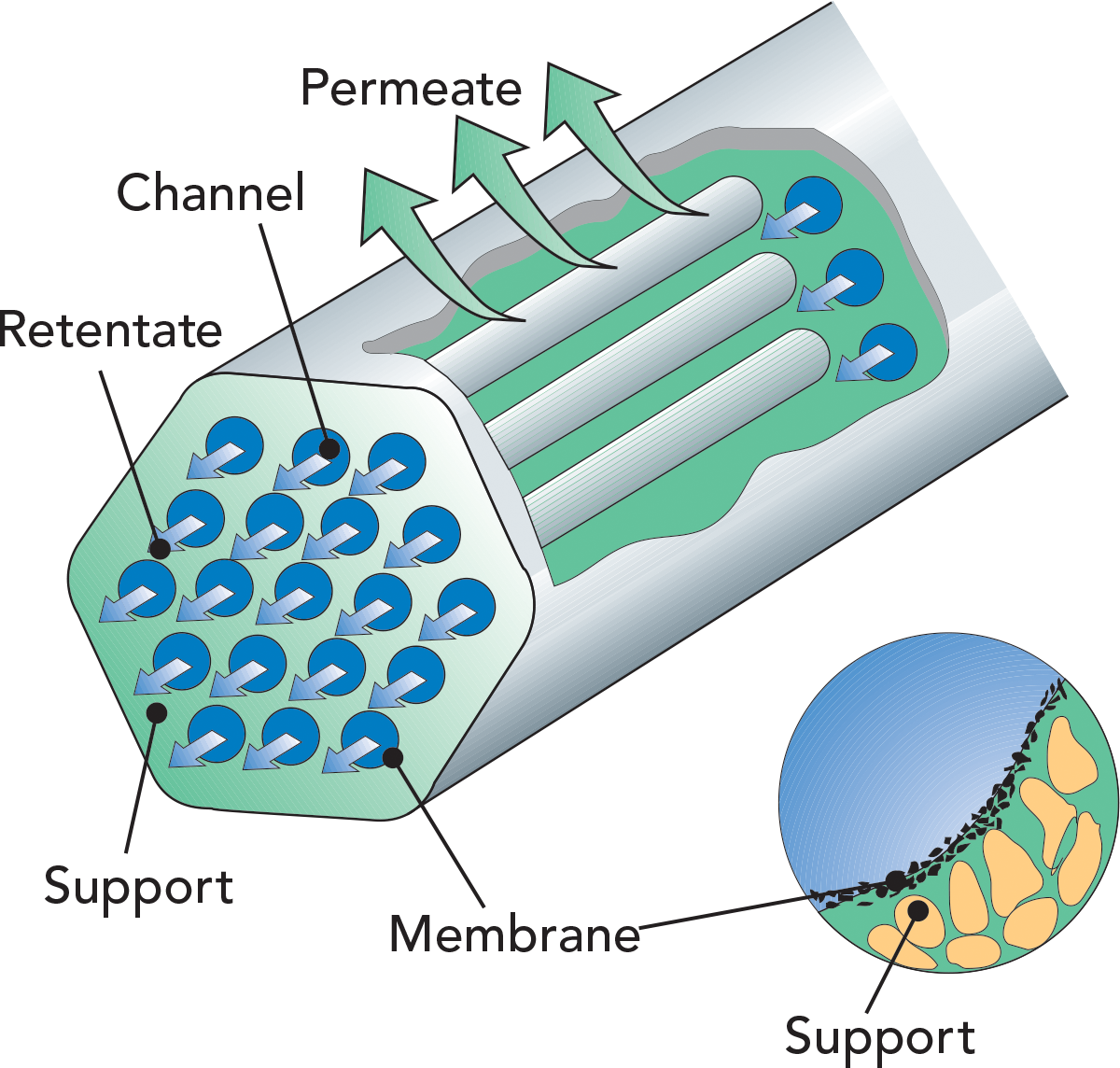
Tubular design – ceramic
A tubular concept with ceramic membranes is steadily gaining ground in the dairy industry, especially in systems for the reduction of bacteria in milk, whey, WPC and brine.
The filter element (Figure 6.4.5) is a ceramic filter manufactured by Pall Exekia.
The thin walls of the channels are made of fine-grained ceramic and constitute the membrane. The support material is coarse-grained ceramic.
In MF for bacteria removal, the system is fed with skim milk, because fat would be concentrated with whole milk and this is undesirable in applications for bacteria reduction. Most of the feed (about 95 %) passes through the membrane as permeate, in this case bacteria-reduced skim milk. The retentate, some 5 % of the feed, is bacteria-rich skim milk.
The filter elements (1, 7, 12, 19, 37 or 60 in parallel) are installed in a module. Figure 6.4.6 shows a module with 19 filter elements, one of which is exposed to the left of the module. For industrial purposes, two modules are put together in series, forming a filter loop together with one retentate circulation pump and one permeate circulation pump (Figure 6.4.9).
Depending on the required capacity, a number of filter loops can be installed in parallel.
The feed is pumped into the modules from below at a high flow rate. The high flow rate causes a high pressure drop along the membrane elements, which leads to an uneven TMP as the TMP is higher at the inlet than at the outlet. The very high TMP at the inlet quickly causes clogging of the membrane. This phenomenon is illustrated in Figure 6.4.7, which shows conventional cross-flow microfiltration. Experience shows that a low TMP gives much better performance, but in conventional cross-flow microfiltration, a low TMP only occurs at the outlet, i.e. on a very small part of the membrane area.
A unique uniform transmembrane pressure (UTP) system has been introduced to achieve optimum conditions on the entire area. The patented system, illustrated in Figure 6.4.8, involves high-velocity permeate circulating concurrently with the retentate, creating a pressure drop on the permeate side which is equal to the pressure drop on the retentate side. This gives a uniform TMP over the whole of the membrane area, and thus optimum utilization of the membrane.
The UTP system is possible because normally the space between the elements inside the module, i.e. on the permeate side, is empty, but in the UTP version, it is filled with plastic grains. The pressure drop on the permeate side is regulated by the permeate pump and is constant during operation of the plant.
Today, specially designed membrane elements are available that have this UTP system built into their structure. When using this type of membrane, there is no need for circulation on the permeate side. These membranes have a flow resistance which differs along the element.
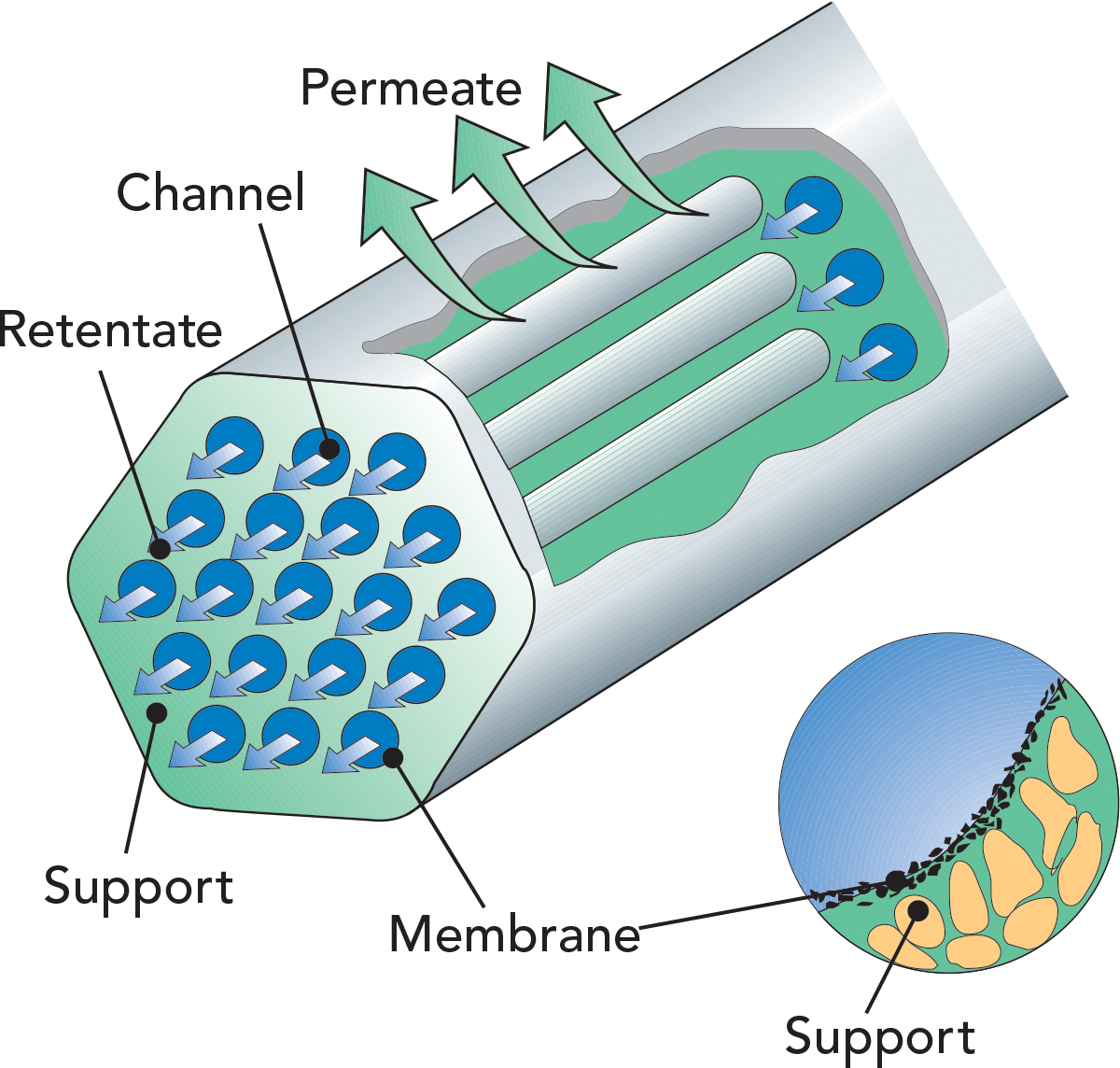
Cross-flow filtration in a multichannel element (19 channels).

The filter elements – 1, 7 or 19 (shown) in parallel – are installed in a stainless steel module.
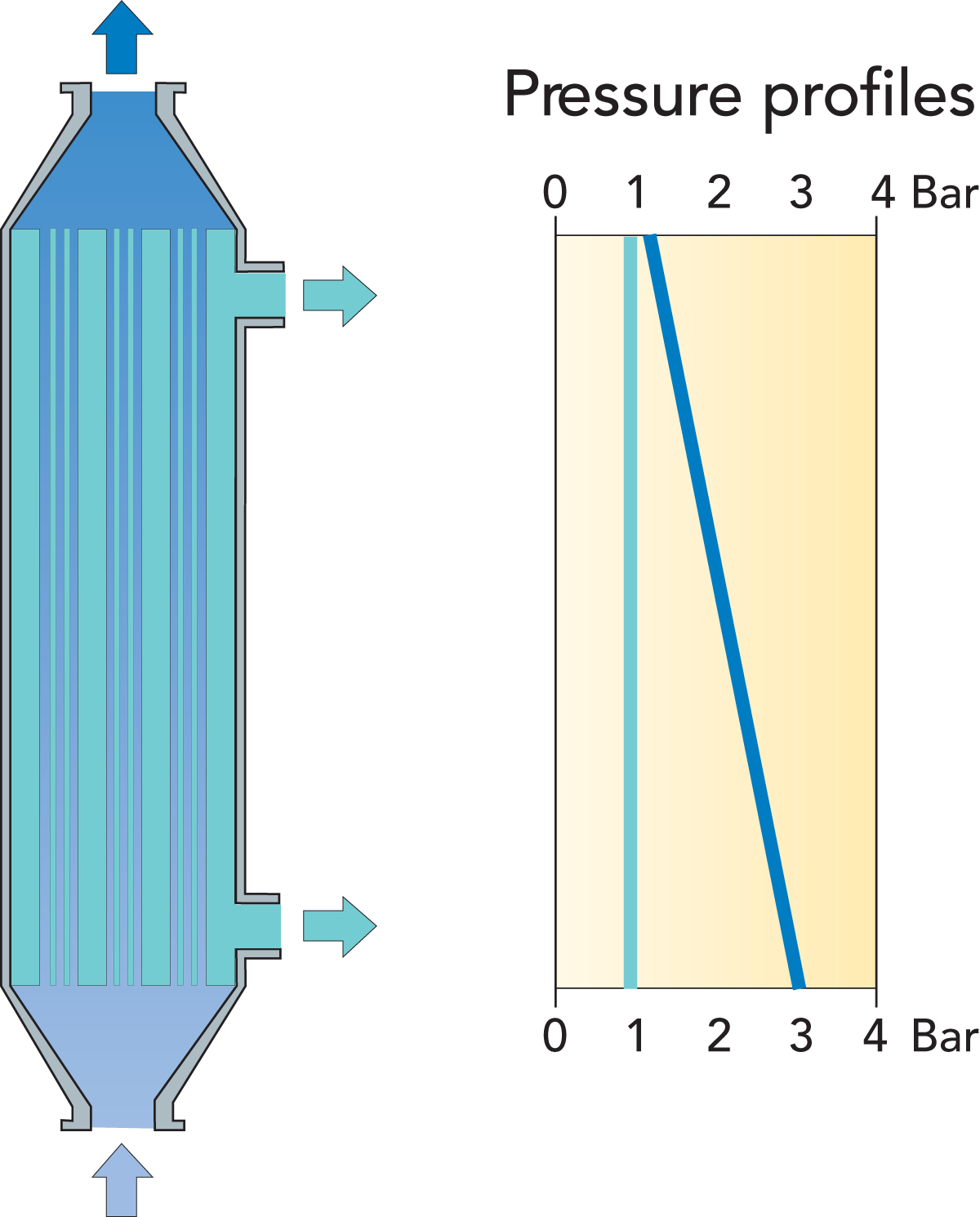
Pressure drop during conventional cross-flow microfiltration.
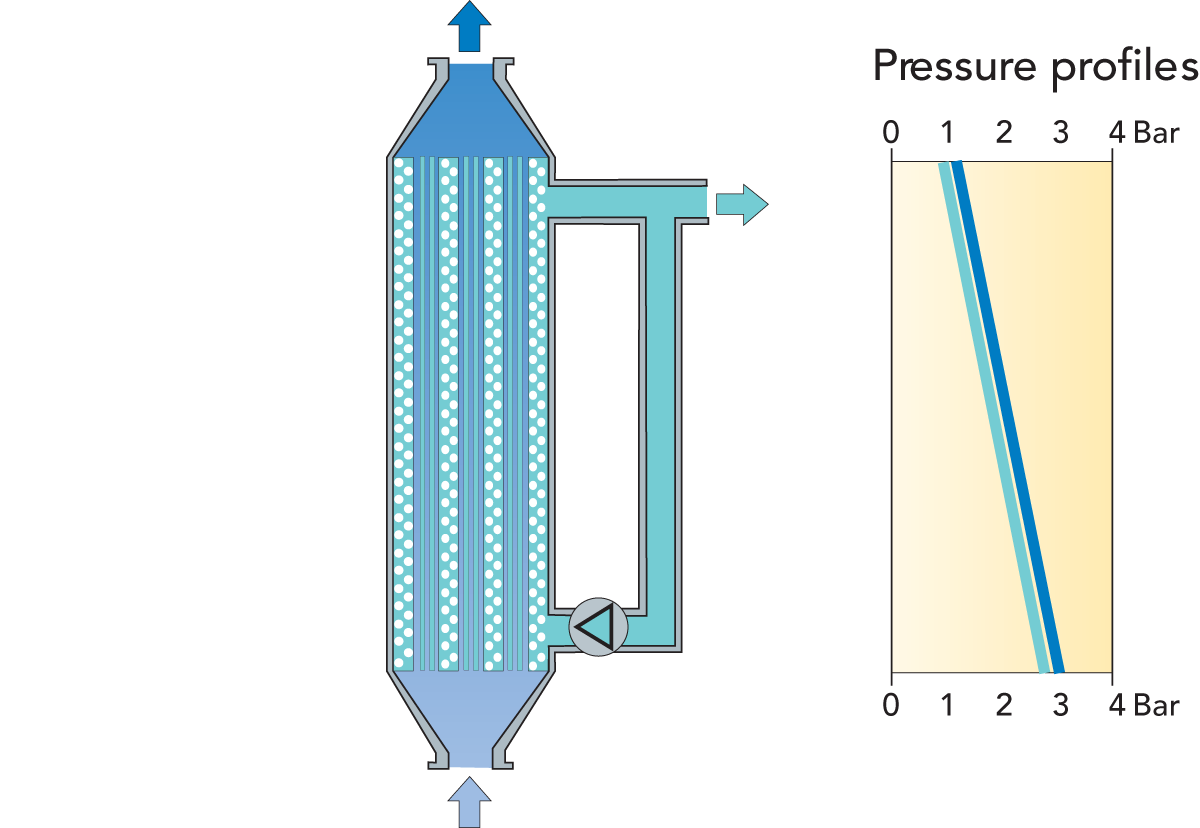
Pressure drop at the uniform transmembrane pressure system.

An industrial membrane filter loop consists of:
- Two filter modules connected in series
- One retentate circulation pump
- One permeate circulation pump
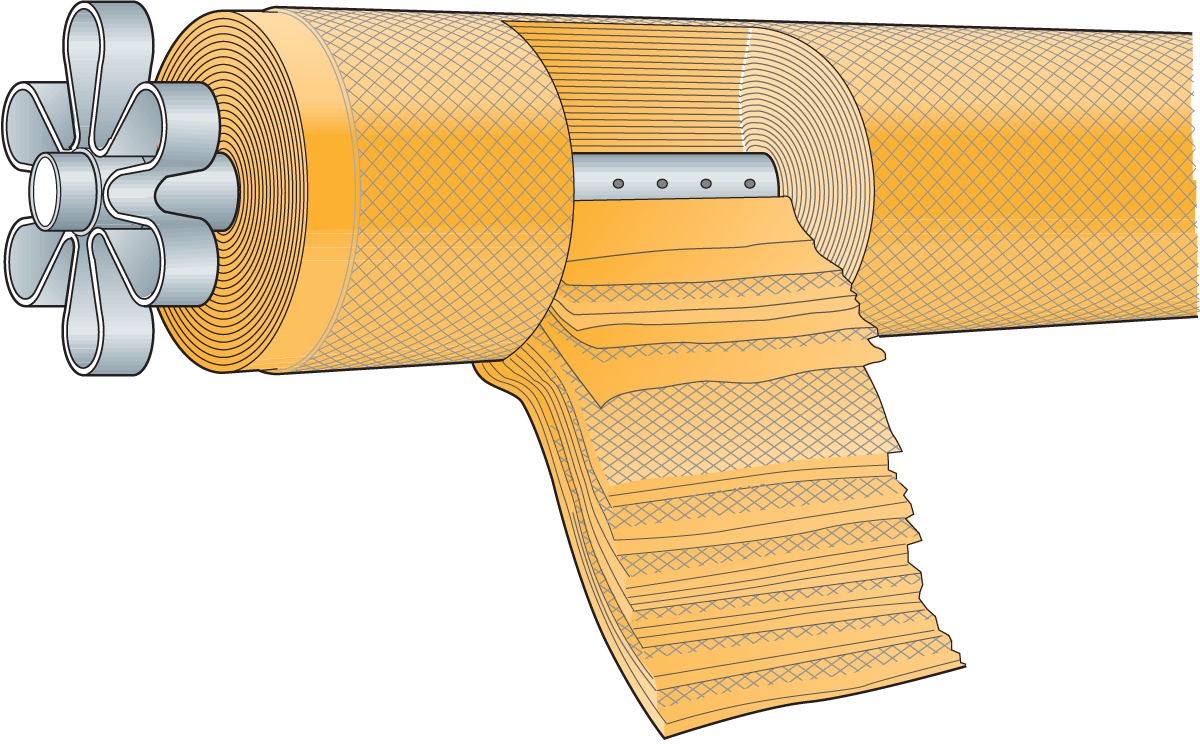
Spiral-wound design
As the spiral-wound design differs from the other membrane filtration designs used in the dairy industry, it calls for a somewhat more detailed explanation.
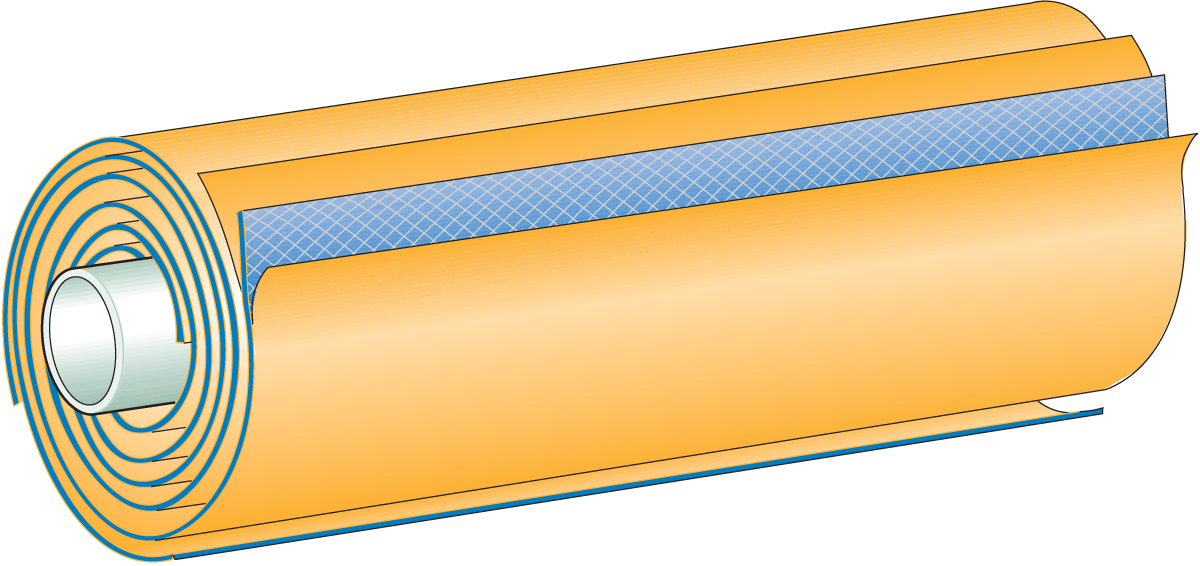
A spiral-wound element contains one or more membrane envelopes, each of which contains two layers of membrane separated by a porous permeate conductive material. This material, called the permeate channel spacer, allows the permeate passing through the membrane to flow freely. The two layers of membrane with the permeate channel spacer between them are sealed with adhesive at two edges and one end to form the membrane envelope. The open end of the envelope is connected and sealed to a perforated permeate-collecting tube. The envelope configuration is illustrated in Figure 6.4.10.
A plastic netting material, serving as a channel for the flow of feed solution through the system and known as the feed channel spacer, is placed in contact with one side of each membrane envelope. Due to the netting design, the feed channel spacers also act as turbulence generators to keep the membrane clean at relatively low velocities.
The entire assembly is then wrapped around the perforated permeate-collecting tube to form the spiral-wound membrane. Spiral-wound membranes are equipped with an anti-telescoping device (ATD) (Figure 6.4.11) between the downstream ends of the membrane elements to prevent the velocity of treated fluid from causing the layers to slip.
Several elements – normally up to six – can be connected in series inside the same stainless steel tube as shown in Figure 6.4.12.
Membrane and permeate spacer material: polymer.
Envelope formation of the spiral-wound filter design.

Spiral-wound membrane with the anti-telescoping device.

Spiral-wound module assembly. Either or both of the pairs of connecting branches (X and Y) can be used for stackable housing, specially used in UF concepts.
Separation characteristics for membranes
The separation characteristic of a membrane is determined by many different factors related to the membrane material, membrane manufacturing, shape and flexibility of molecules, and the flow dynamic and transport mechanisms at the membrane surface. For the membrane manufacturers to be able to characterize the membrane performance, several methods have been developed to determine the separation characteristics of the specific membrane type.
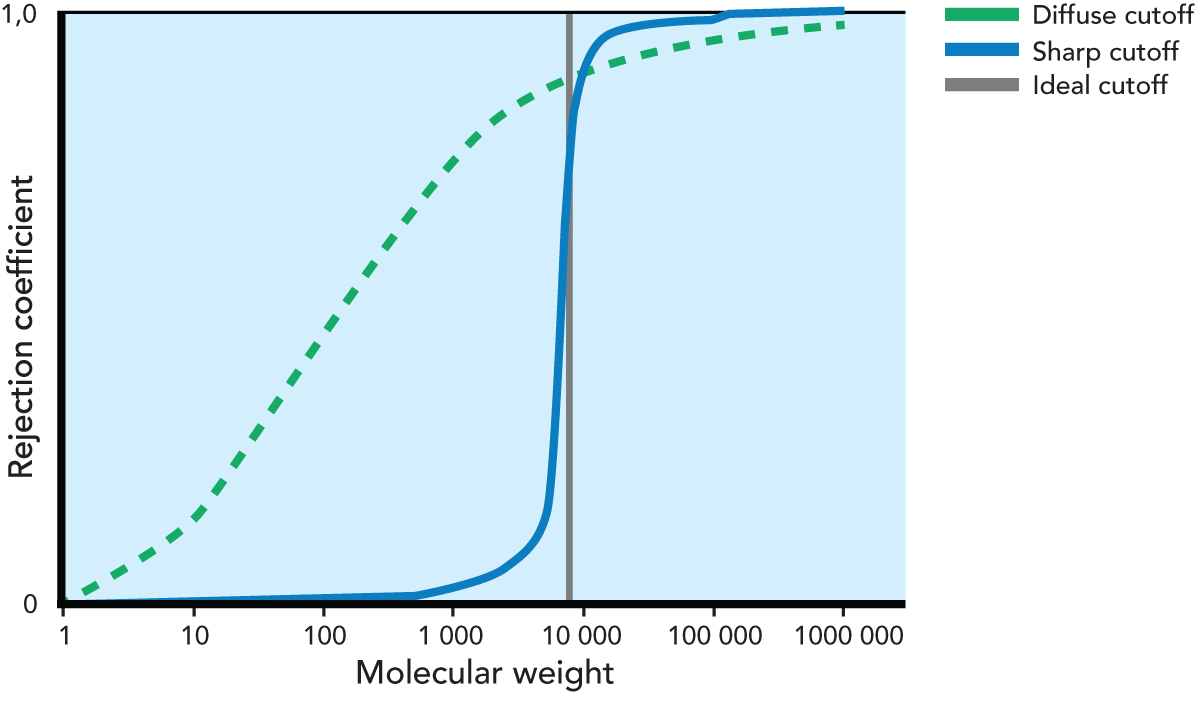
One example is UF membranes that can have a definite or a diffuse separation characteristic, as illustrated in Figure 6.4.13 for two UF membranes with the same molecular weight cut-off. The phenomenon occurs when the pore size distribution of the membrane is narrow or wide, and if it results in a different rejection curve slope.
Membranes with a narrow pore size distribution let everything with a definite lower molecular weight permeate, while membranes with a wide pore size distribution let some material with a higher molecular weight permeate and reject some with a lower molecular weight, although the two membranes are defined as having the same molecular weight cut-off.
The definition that the molecular weight cut-off determines the separation characteristic should be taken with some reservations, as the shape of the separated molecule also has an influence. An ideal hard spherical molecule cannot be compared to a flexible or shaped molecule.
In addition there is a multi-variant dependency of separation characteristics that makes applying membrane filtration in the dairy industry very complex, but also offers the possibility of being unique, because when a system is designed and set up with all the relevant parameters the membrane is just a single parameter. Therefore, being able to reliably reproduce a product requires more than just knowing the membrane cut-off – the total set of parameters has to be known and under control.
Typical rejection characteristics of two ultrafiltration membranes with the same molecular weight cut-off (10kD), showing ideal, sharp and diffuse separation characteristics.
Material transport through the membrane
Separation capacity depends on a number of factors:
- Membrane resistance, which is characteristic for each membrane and is determined by
– the thickness of the membrane
– the surface porosity
– the pore diameter. - Transport resistance, i.e. the concentration polarization and fouling effects are phenomena that occur at the surface or in the porous structure of the membranes as filtration proceeds.
The formation of a layer that increases resistance can be explained as follows:
- Large molecules (i.e. protein and fat) are transported by convection to the membrane at right angles to the direction of flow. Due to the retention, the concentration of particles will increase at the membrane surface.
- This concentration gradient produces a back diffusion in the opposite direction, back to the bulk.
- Parallel to the membrane, the proteins present in the layer close to the membrane surface move at velocities that vary according to the increase in axial flow rate.
- The fouling effect is not uniformly distributed along the membrane, especially when the pressure drop gives different TMPs along the membrane surface. The upstream end of the membrane thus clogs first and the fouling gradually spreads over the whole surface, reducing capacity and eventually making it necessary to stop and clean the plant.
- The main effect of fouling is that the removal of permeate decreases as filtration proceeds.
- The fouling effect can be reduced in certain systems by using backflush, reverse flow or UTP (possible when ceramic membranes are used).
Pressure conditions
Pressure is the driving force of filtration, and an important distinction must be made between:
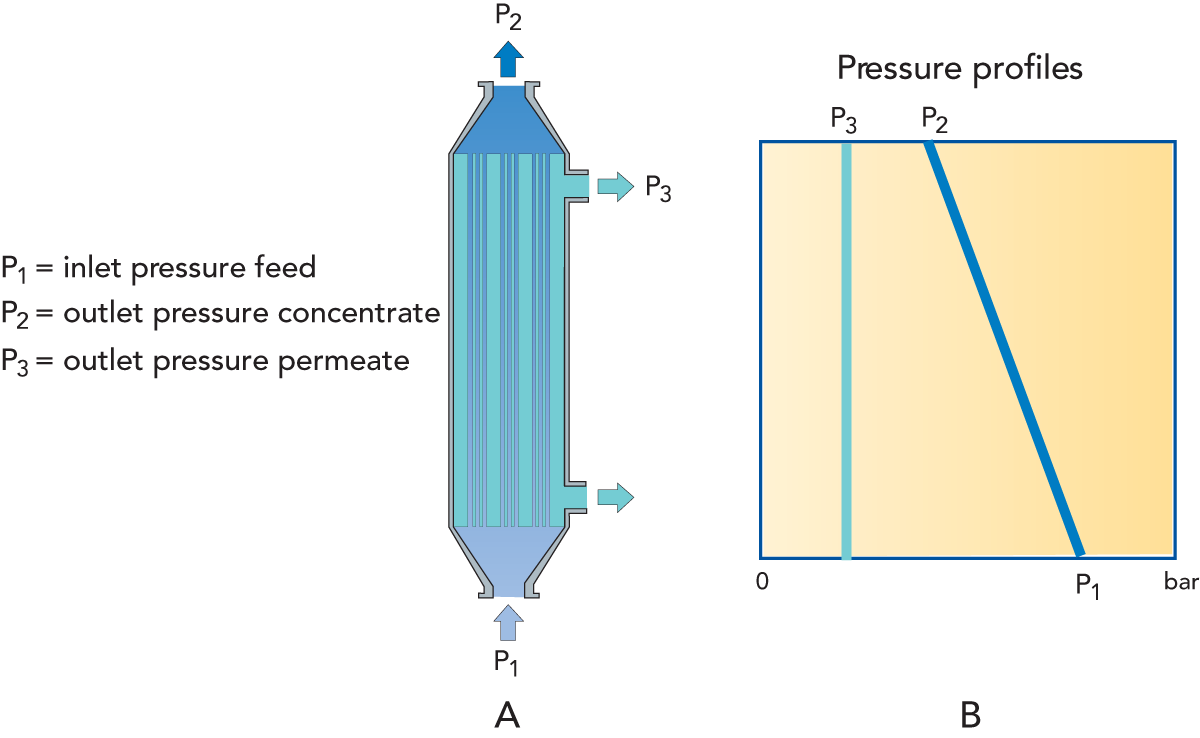
- The hydraulic pressure drop along the module P = P1- P2.
The higher the velocity through the module the higher the value of P. A higher velocity results in a higher shear at the membrane surface and a lower polarization effect. However, there are constraints such as the membrane's resistance to pressure and the price of pumps capable of delivering both high flows and high pressure. - TMP is the pressure drop between the retentate and the permeate sides of the membrane at a particular point along the membrane. The main criterion of a membrane system's efficiency is expressed as the flux – the flow per membrane area and hour, l/m2/h, and is a function of TMP.
The TMP, i.e. the force pushing the permeate through the membrane, is greatest at the inlet and lowest at the discharge end of the module. Since the decrease in TMP is linear, an average TMP is given by:
The hydraulic pressure drop over the membrane (A) and the transmembrane pressure profile (B) are illustrated in Figure 6.4.14.
Hydraulic (A) and transmembrane (B) pressure drops over a membrane.
Principles of plant designs
The operation of membrane filtration plants mostly depends on the pressure generated by the pumps used. The following guides should be taken into consideration:
- The capacity of the pump(s) should match the required flow rate and the characteristics of the module(s), which vary widely according to module design and size.
- The pump(s) should be insensitive to changes in the viscosity of the processed stream up to the viscosity limit of the module. It/they should also operate efficiently at the temperatures used for processing and cleaning.
- The pump(s) must satisfy the sanitary standards for dairy equipment.
Several types of pumps are used, including centrifugal pumps and positive displacement pumps. Sanitary centrifugal pumps are normally used as feed and circulation pumps, but sanitary positive displacement pumps are occasionally used as high-pressure feed and circulation pumps for high-viscosity liquids, e.g. in the final stages of ultrafiltration of acidified milk.
Membrane separation plants can be used for both batch and continuous production. The feed solution must not contain coarse particles, which can damage the very thin filtration layer/active layer. For this reason, a fine-meshed strainer is often integrated into the feed system.
Batch production
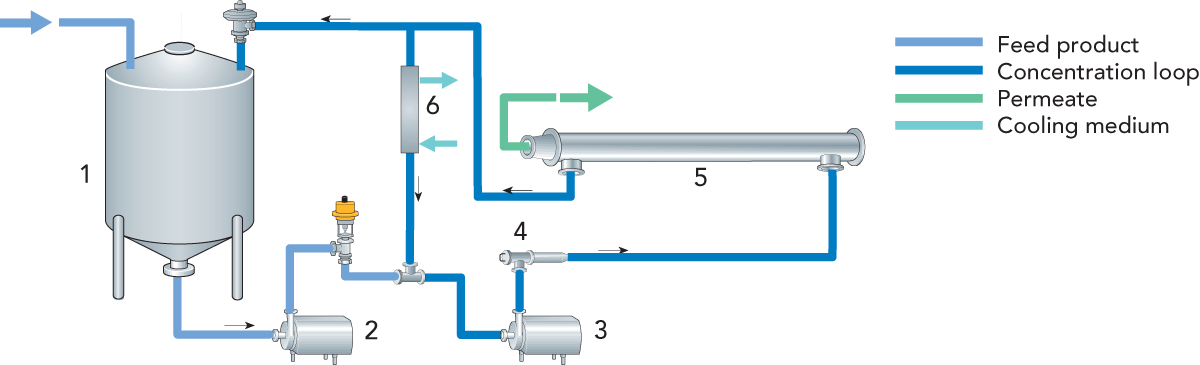
Plants for batch production (Figure 6.4.15) are mainly used for filtering small volumes of product, for example in laboratories and experimental plants. A certain amount of the product to be treated is kept in a buffer tank. The product is circulated through the membrane separator until the required concentration is obtained.
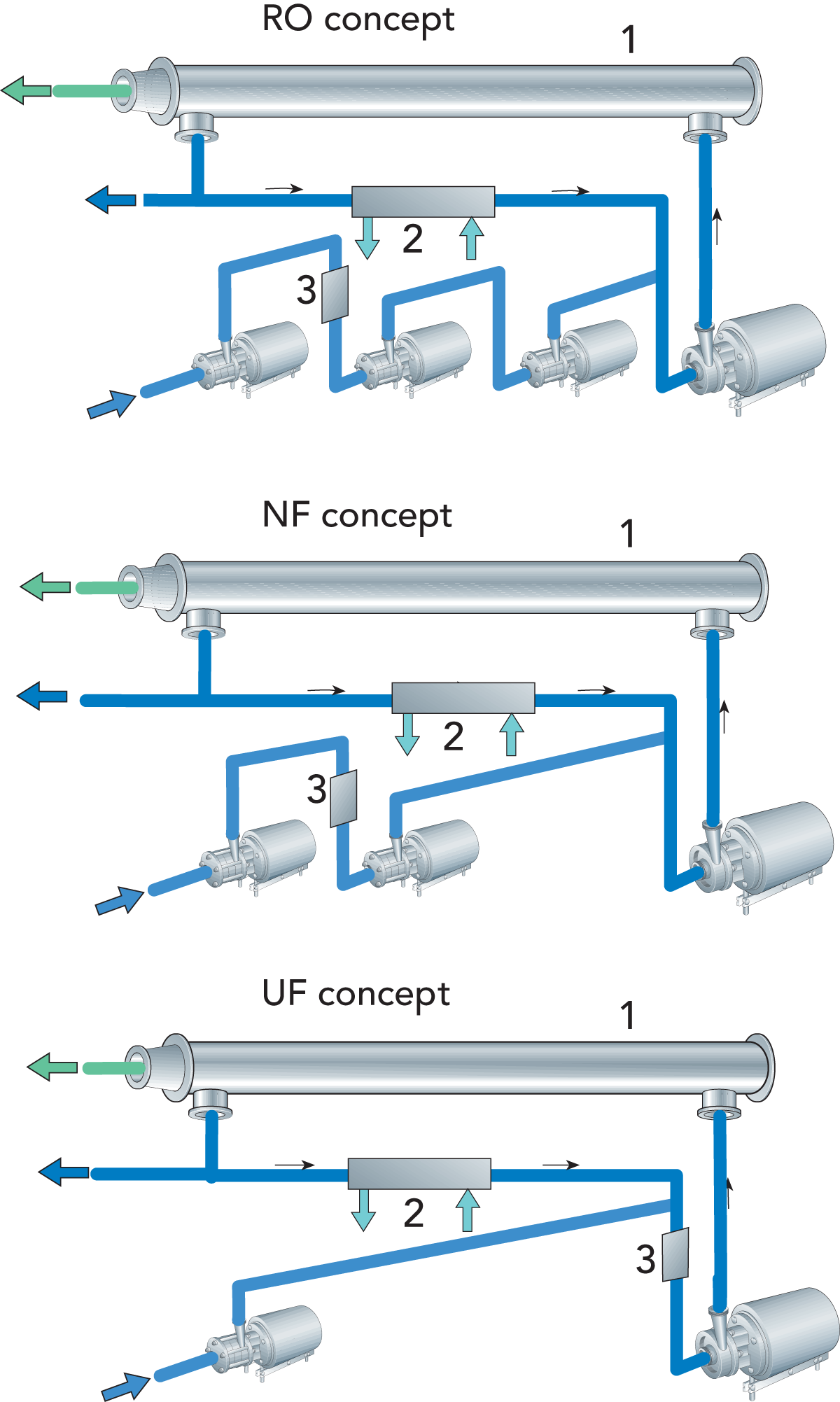
Continuous production
Schematic designs of the membrane filtration plants referred to are seen in Figures 6.4.16 and 6.4.17. The plants illustrated in Figure 6.4.16 represent spiral-wound concepts for RO, NF and UF applications with polymer membranes of different pore sizes, while Figure 6.4.17 shows an MF plant with ceramic membranes.
As the RO membranes are much tighter than those of the two other systems, a higher inlet pressure is required for production. This is maintained by three sanitary centrifugal feed pumps in series and one sanitary centrifugal circulation pump.
The other two filtration plants, NF and UF, have more open membranes and can therefore manage with two feed pumps and one feed pump respectively.
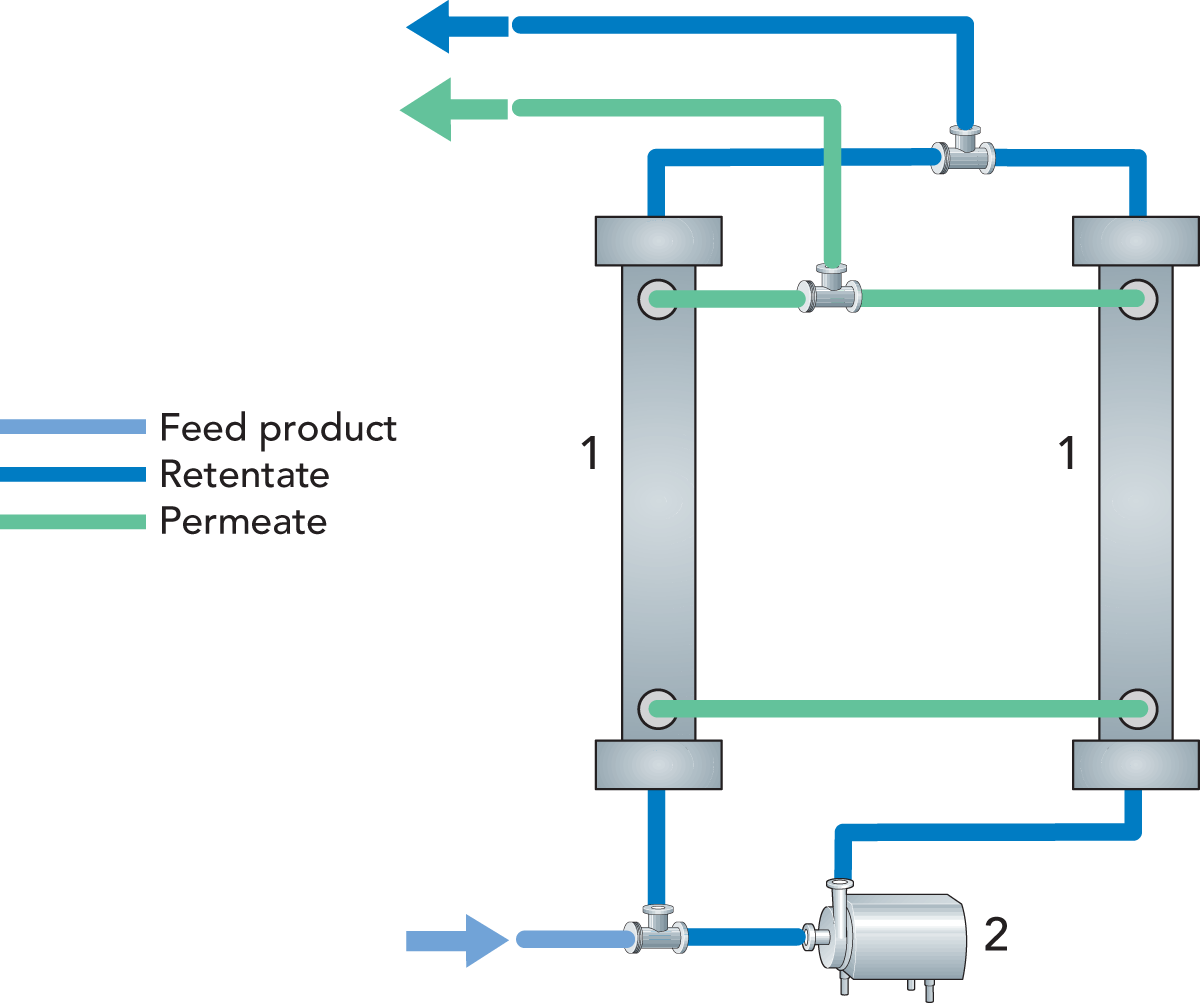
As was mentioned earlier, the MF concept is based on two filter modules operated in series in a filter loop system that also has one centrifugal pump for circulation of the retentate and one for circulation of the permeate.
The feed solution may be supplied from a separation plant with a system for constant pressure at the outlet, or from a balance tank equipped with a pump and a system for capacity regulation.
Batch membrane filtration plant.
Processing temperature in membrane filtration applications
In most cases, the processing temperature is about 10 – 50 °C for dairy applications. Filtration plants are normally supplemented with a simple cooling system integrated into the internal circulation loop to compensate for the slight rise in temperature that occurs during operation and to maintain a constant processing temperature.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}